誰でも分かる技術
誰でも分かる鋳物基礎講座
統計的な考え方からわかること(第1回)
公益社団法人日本鋳造工学会
佐藤 万企夫
佐藤 万企夫
1 はじめに
| QC的な問題解決を図るために重要なことは「QC的なものの見方・考え方」「問題解決の手順(QC的問題解決法)」それと「統計的手法」を理解し、これらを実際の活動でうまく使うことである。 このうち最初の「QC的なものの見方・考え方」は2016年1月号で、「問題解決の手順」は同4月号で触れた。今回は「統計的手法」即ち品質向上活動を進めるにあたり、最も基本となり、QC手法を用いる際に必要となる統計的な考え方について説明する。 |
2 不良と異常
| はじめに不良と異常について考えてみる。不良というのは製品が要求品質に対して規格から外れていることであり、異常は管理外れ、すなわち正規分布上で3シグマ管理限界内から外れていることである。前者の品質規格は顧客の要求に基づいて決められ、後者の3シグマ管理限界は品質規格とは無関係に、製造工程の品質のばらつき(群内変動)に基づいて決められる。従って規格外れは顧客の不満足につながるが、管理外れは工程に起こった異常、すなわち工程という母集団の変化を示すものである。これらの状況を正規分布上に示すと図1のようになる。 規格外れが無いということと、管理外れが無く工程が安定していることとは互いに独立したそれぞれ別の現象である。 図2の(a)点、(b)点は、図1の正規分布曲線μ―3sとμ―2sの中に入っている点であり、不良でも異常でもない。 |
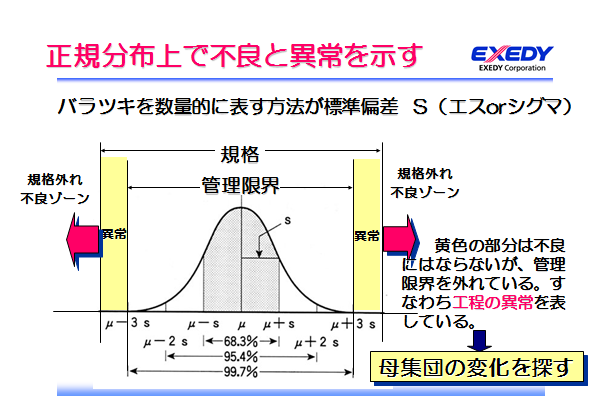 図1 正規分布上での不良と異常 |
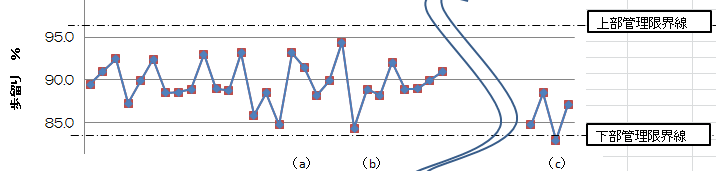 図2 管理図の一例 |