誰でも分かる技術
誰でも分かる鋳物基礎講座
(続)ダイカスト技術の基礎(その1)
西 直美
2.5 ダイカスト金型
2.5.1 ダイカスト金型の種類と構造
金型は製品形状の付与と鋳造合金の熱抽出の機能があり、ダイカストにおいて最も重要である。前者は金型に製品形状及び鋳造方案が彫り込まれており、金型寸法精度は製品寸法精度を左右し、ガス抜きの良否が鋳巣や湯回りの性の良否を左右するためである。また、後者は、鋳造合金が凝固・冷却する際の熱伝達による過酷な温度条件に耐えて、長い寿命を保持しなければならない。
2.5.1.1 金型の基本構造
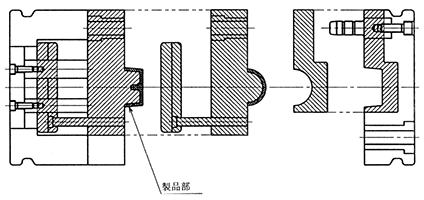
図2-44にダイカスト金型の主要な部品とその名称の例を示す1)。ダイカストの金型構造は大きく分けて、固定型、可動型、引抜き中子(スライドコア)で構成されている。一般的には固定型、可動型はおも型と入子型に分けて作り、入子型に製品部(キャビティ)を彫り込む方法が多い。
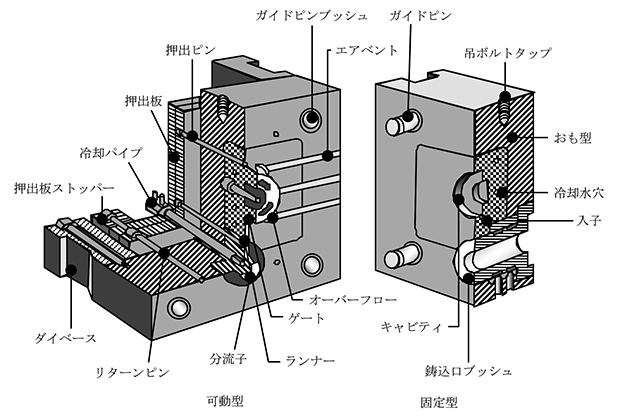 |
| 図2-44 ダイカスト金型の構造 1) |
- おも型
入子などをはめ込み、型を保持する役割を持ち、固定おも型、可動おも型に分かれる。 - 入子
おも型にはめ込まれる製品部(キャビティ)を構成する型である。外観、寸法を重視する部位、早期に型の損傷が起きやすい部位を交換できるように、入子の中に埋子をはめ込むこともある。 - 中子
製品部にアンダーカット部がある場合に中子を使用する。中子には、引き抜き中子、置中子などの方法がある。引抜き中子(スライドコア)は、一般的に図2-45に示すようなコアプラーや傾斜ピンなどで動作させるが、特殊な場合はカム方式、ラックとピニオン方式を使用する。置中子は、図2-46に示すように金型構成上引抜き中子では鋳抜けない部分に用いる。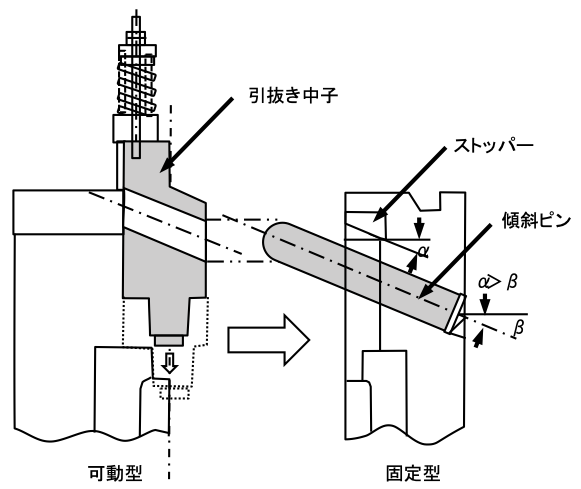
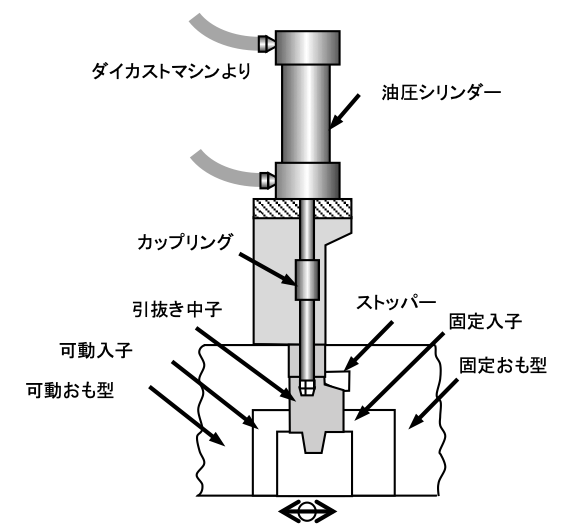
傾斜ピン方式 コアプラー方式 図2-45 引き抜き中子の例 1) 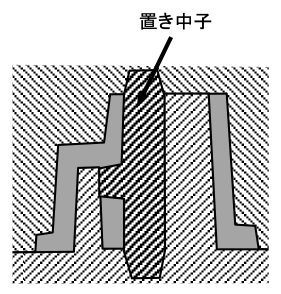
図2-46 置き中子の例 2) - その他
金型を構成する部品には、上記の他に可動型をダイカストマシンの可動盤に取り付けるダイベース、固定型と可動型の位置合わせをするガイドピン、ガイドピンブッシュ、ダイカストを金型から押出すための押出プレート及び押出ピン、押出プレートを引き戻すリターンピンなどがある。ガイドピン、ガイドピンブッシュ、押出ピンなどは標準部品である場合が多い。また、これらの部品は摺動部品であるため、摩耗に対する管理に十分注意する必要がある。
その他、金型内には金型の温度を一定に保つための冷却あるいは加熱のための回路が設けられる。また、キャビティ内の空気やガスを抜くためのガス抜き装置を設ける場合がある。
2.5.1.2 金型の種類1)
金型の種類には、ダイカストマシン、構造、取り数に応じて様々に分類される。
(a)ダイカストマシンによる分類
使用するダイカストマシンによって次のように分類される。図2-47にコールドチャンバーとホットチャンバーの鋳込み部の違いを示す。
- コールドチャンバー用金型
コールドチャンバー用金型には型締め及び射出方式により、横型締横射出ダイカストマシン用金型、横型締立射出ダイカストマシン用金型、立型締立射出ダイカストマシン用金型に分類される。 - ホットチャンバー用金型
ホットチャンバー用金型の基本構造は、コールドチャンバーと同様であるが、溶湯の流路である鋳込み口と分流子の形状が異なる。
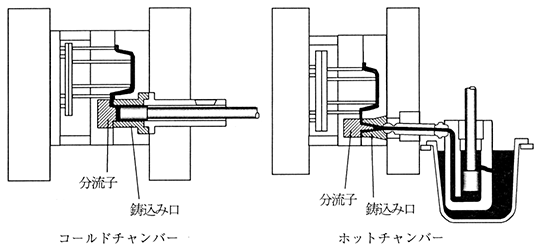 |
| 図2-47 コールドチャンバーとホットチャンバーの鋳込み部の違い 1) |
(b)金型構造による分類
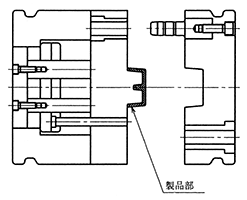
金型構造は大きく次の4つに分類される。図2-48に代表的な金型の構造例を示す。
- 直彫り金型
おも型にキャビティ及びランナー・オーバーフロー等を直接彫り込む金型で、主に小型ダイカストマシンの金型、短納期で生産数が限定されている金型に適用される。大きな金型では熱処理ひずみが大きく、寸法精度の確保が難しい。また、金型温度制御も難しい。 - 入子型
キャビティ、ランナー、ゲート、オーバーフローなどを彫り込んだ入子をおも型の中にはめ込んだ構造の金型で、現在広く使用されている方式である。入子を分割できるので、金型の損傷した部分のみを交換したり、大物型では入子の熱処理変形を防止できるなどの利点がある。 - 共通おも型
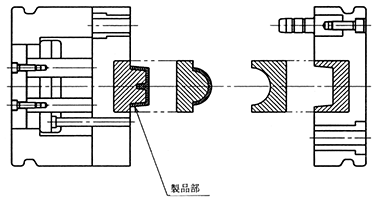
入子の変形で、はめ合い寸法を統一した1個のおも型をキャビティの異なる複数の入子が共有する構造の金型である。試作段階または小ロットの生産などに使用される。 - ユニット入子
標準化されたおも型に、はめ合い寸法を同一にした入子を複数付属させ、おも型をダイカストマシンに取り付けたままで、個々にガイドピン、押出機構、冷却管を持っている入子型を短時間で入れ替える方式の金型である。
 |
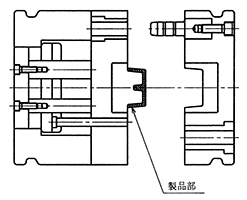 |
| 直彫り型 | 入子型 |
 |
|
| 共通おも型 | |
 |
|
| ユニットダイス | |
| 図2-48 代表的なダイカスト金型の構造例 1) | |
(c)取り数による分類
通常は1つの金型から1つの製品をダイカストするが、多数個の製品を同時にダイカストする金型も多く用いられている。図2-49に取り数の異なる例を示す。
取り数による金型の分類には、
- 1個取り金型
1つの金型から1つの製品をダイカストする。 - 同型多数固取り
1つの金型に同形の製品形状を複数彫り込んだ金型であり、1ショットで複数の製品が得られるが、溶湯の充填状態を全て同じにすることは難しく、外観品質及び内部品質に問題が起きやすいので、ランナーの形状や鋳造条件などを十分に配慮する必要がある。 - 異形多数固取り
1つの金型に製品形状の異なるキャビティを複数彫り込んだ金型であり、例えば箱と蓋、右側と左側などのようにセットで使用される製品の場合(セット取りと呼ぶ)に用いられている。ただし、b)と同様に品質に問題を生じやすく、不良率の相違により生産効率に無駄が生じやすい。
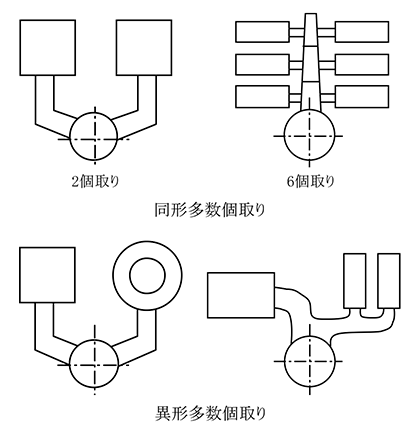 |
| 図2-49 多数固取りの例 |
参考文献
1)西 直美:ダイカスト入門 日刊工業新聞社(2019)39
2)西 直美:ダイカスト入門 日刊工業新聞社(2019)57